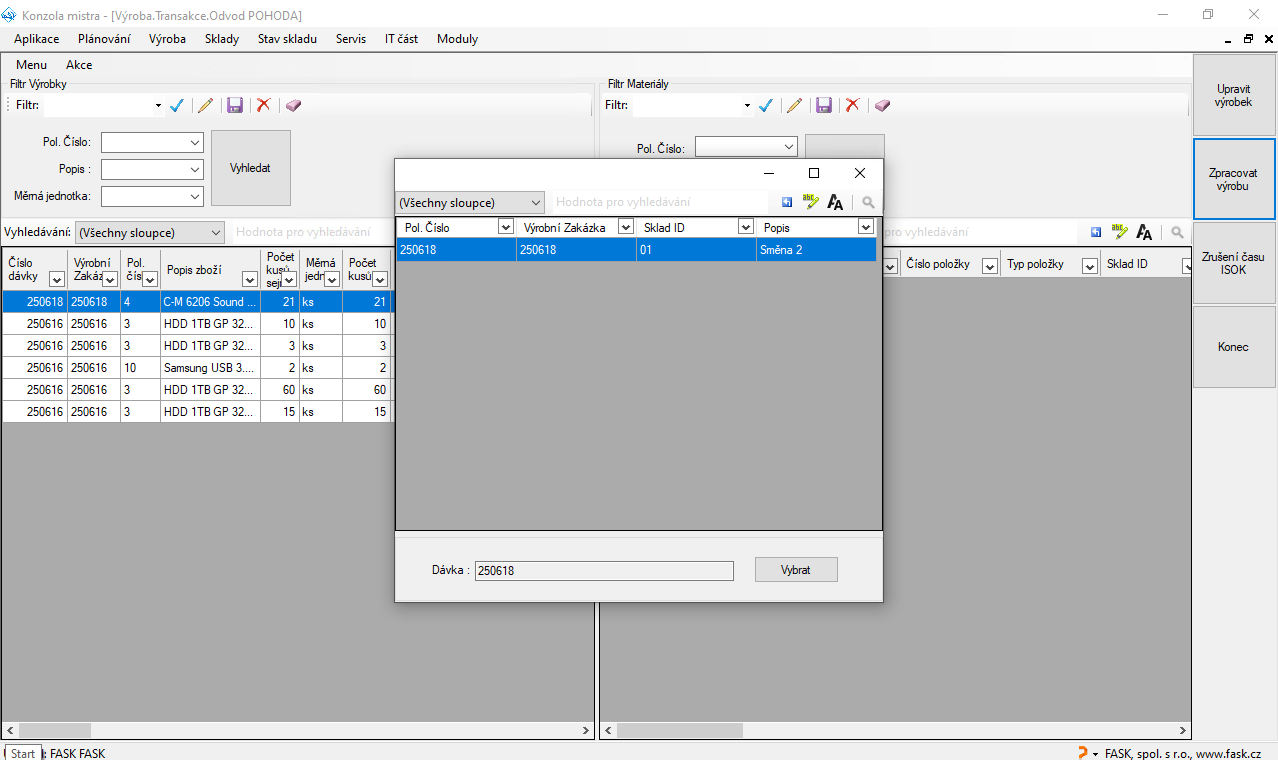
Podkladem pro odvod je "výrobní příkaz" ten může vzniknout z informačního systému, nebu být založen pomocí modulu "Konzola".
V příkladu je uveden vstup v výrobního příkazu v moduulu "Konzola" s následným opdvodem do IS "POHODA".
Příklad pracovního postupu 1:
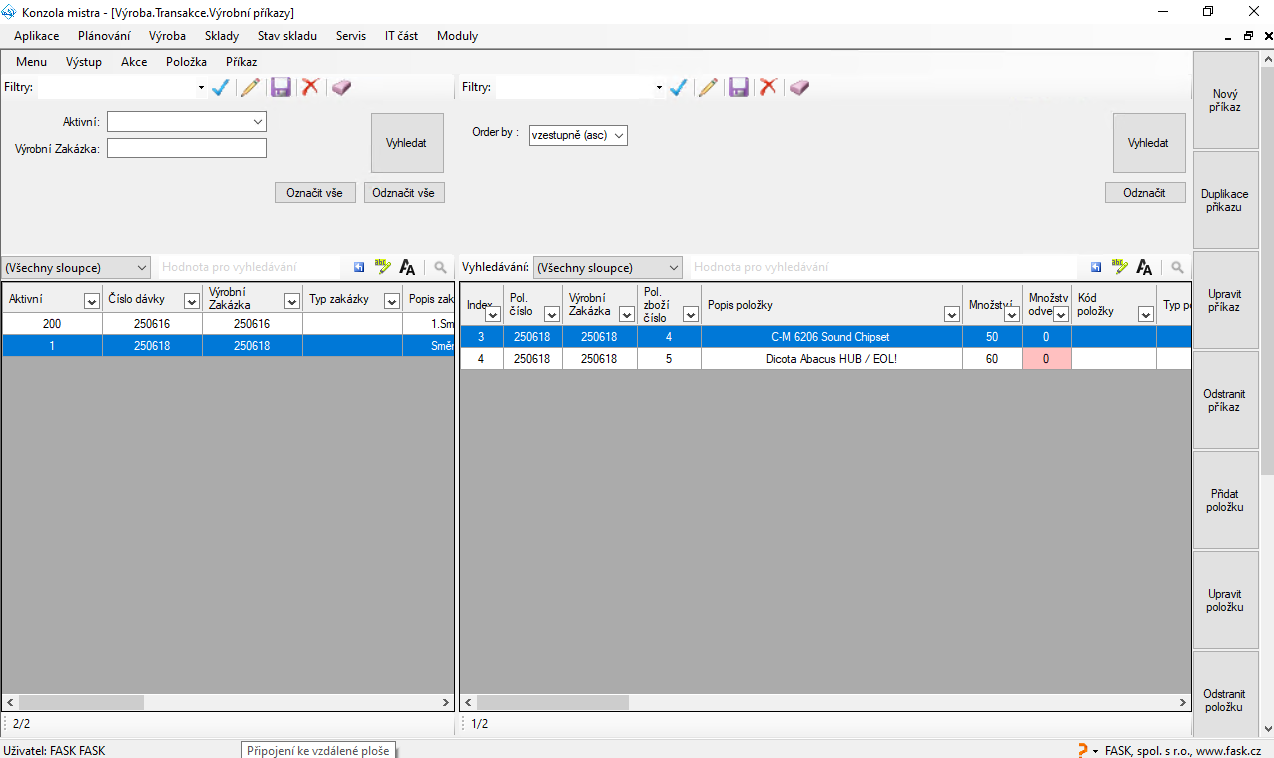
- Vstup hlavičky a položek výrobního příkazu v "Konzole" - režim "neaktivní".
- Aktivace vedoucím výroby - zpřístupní příkazy všem operátorům (pokud není aktivována funkce "Řízení priorit"), krik lze přeskočit.
- Požadavek na OPERÁTORY může být předán jako:
- formulář z informačního systému
- formulář vytištěný z "Konzoly"
- zobrazen na "Dohledové tabuli" (stupeň 2)
- pouze v datové podobě v terminálu
- Načítání dat do koncových zařízení je řešeno automaticky s tím, že funkci lze vyvolat i ručně.
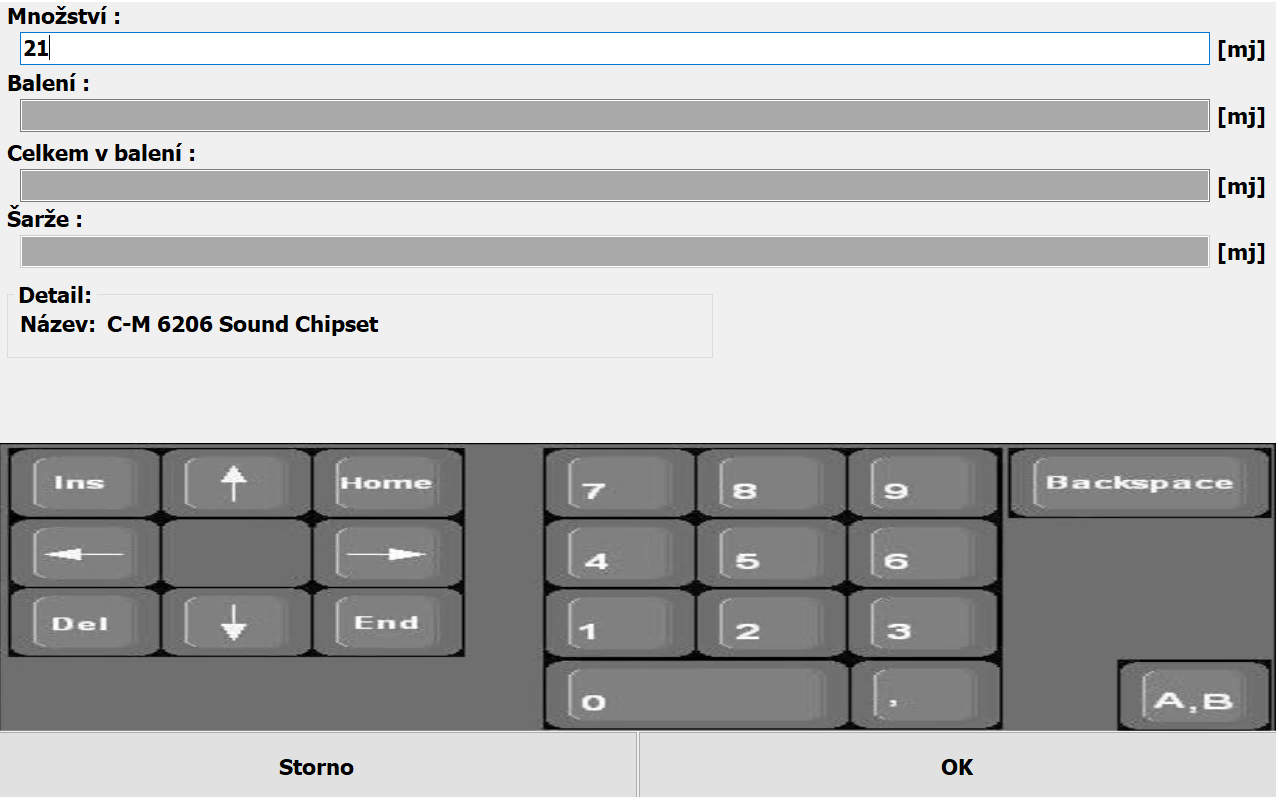
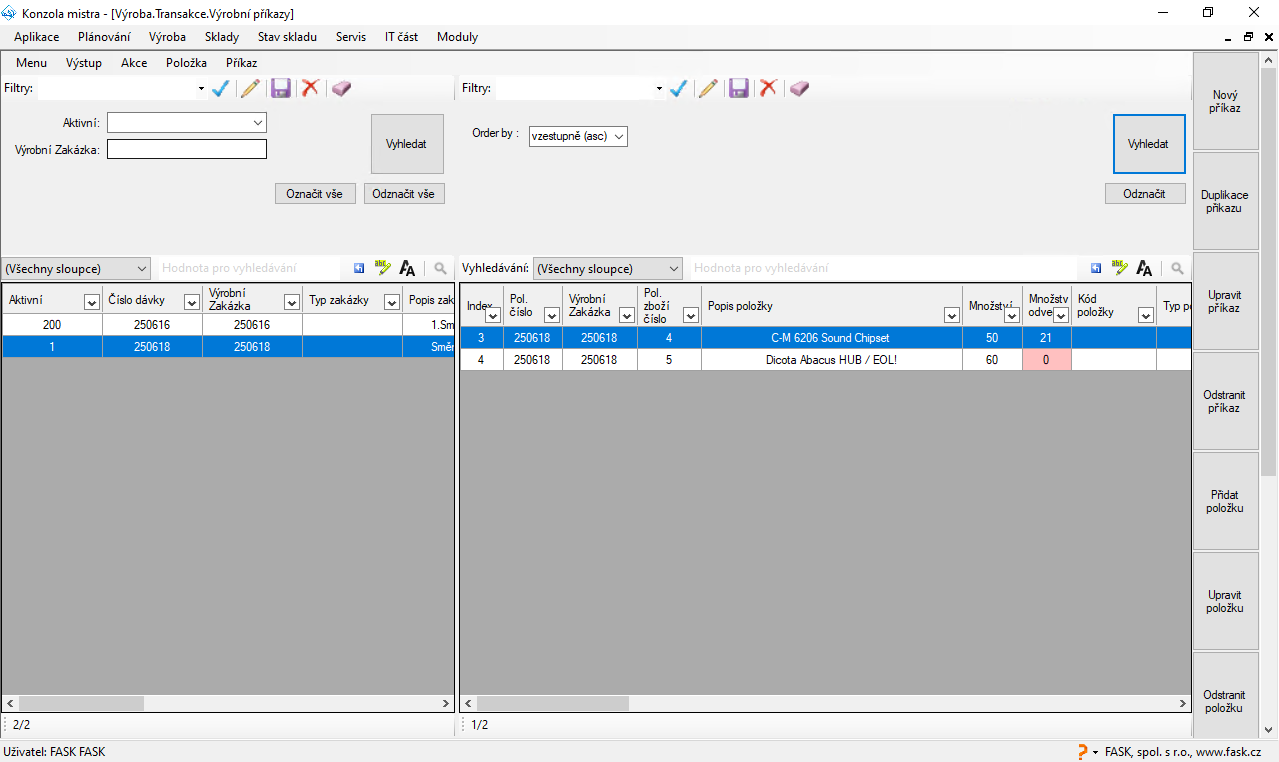
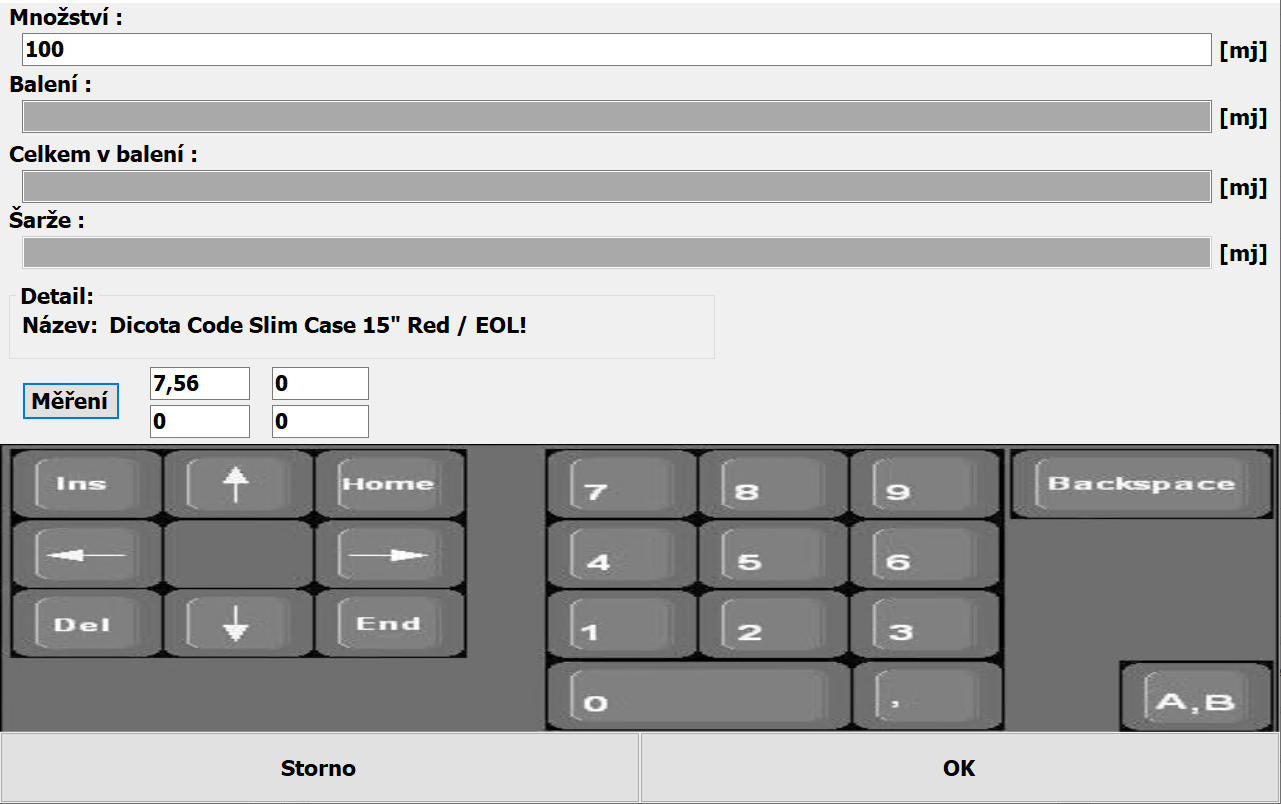
- Operátor provede odvod výroby
- Data se na server odesílají automaticky s tím, že funkci lze vyvolat i ručně.
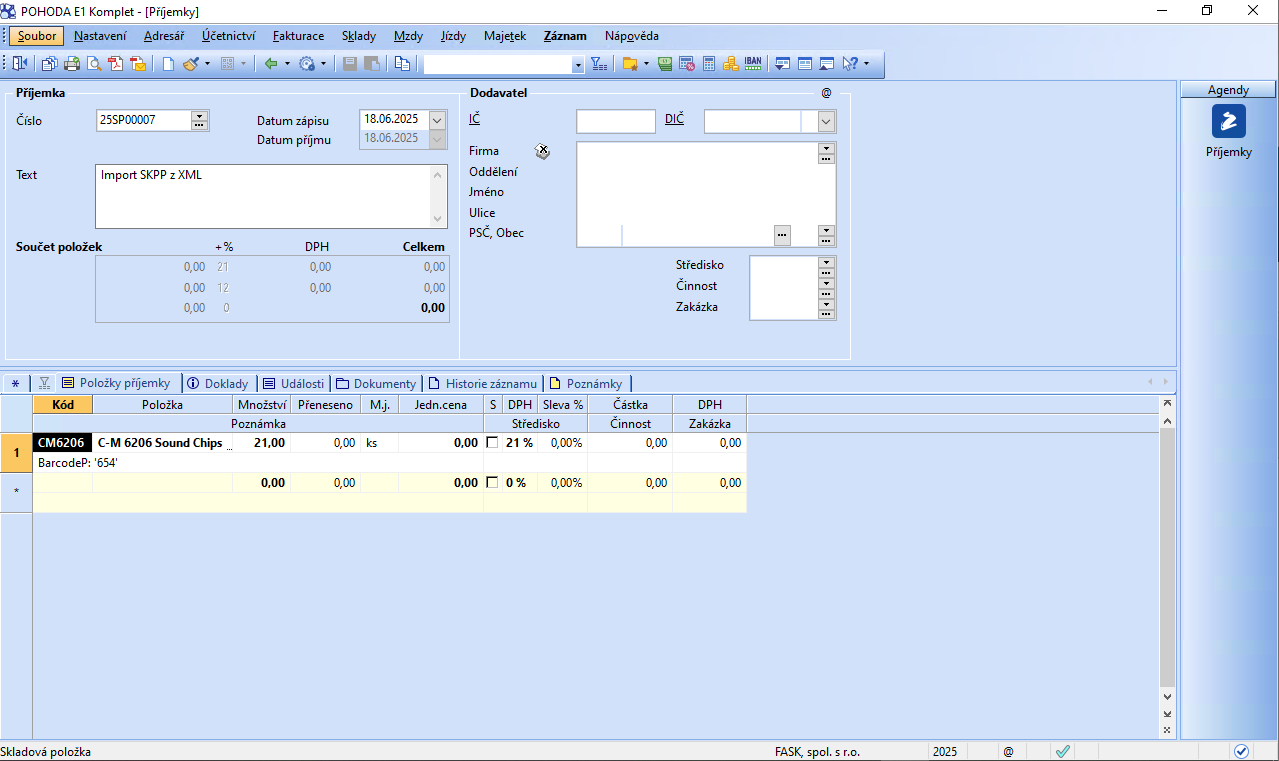
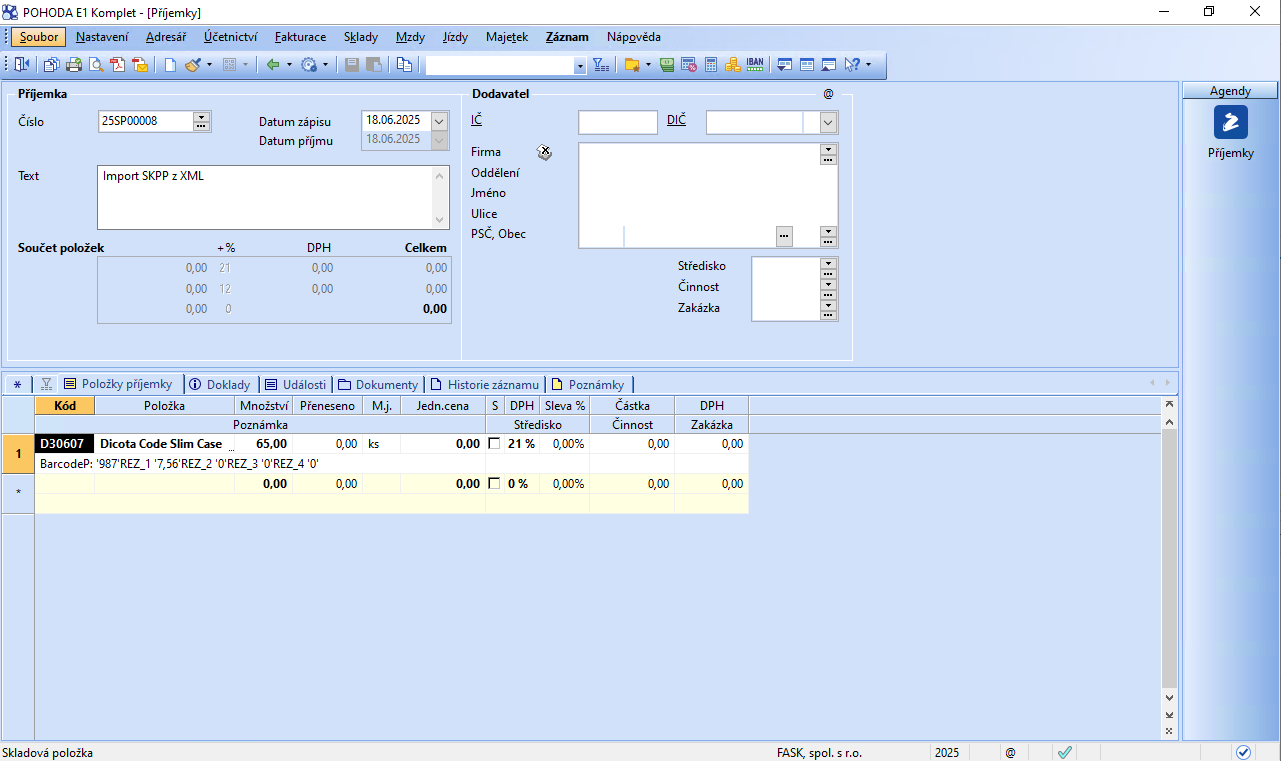
- Odvody jsou automaticky převedeny na datový server k načtení do IS
- Odeslání do IS jako příjemky z výroby (pokud není aktivována funkce "Schválení vedoucím směny")
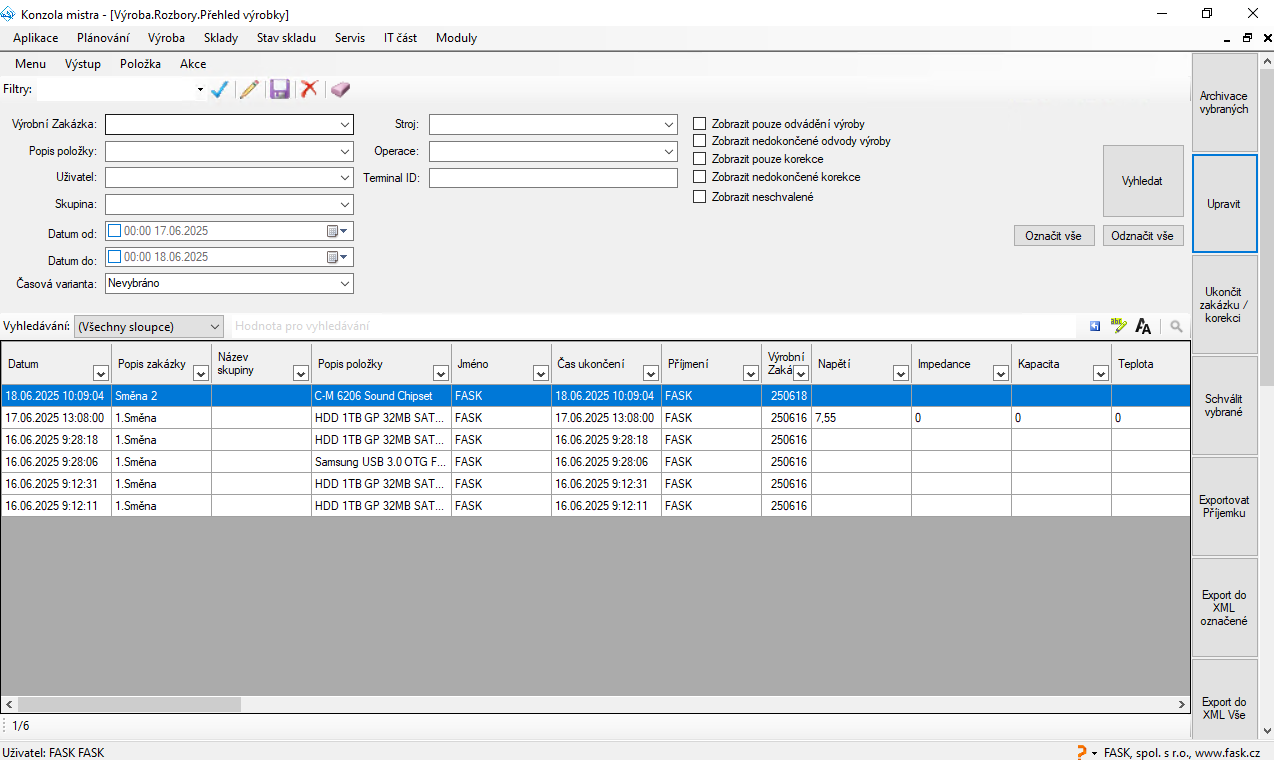
- Samotné vyhodnocení provádí vedoucí skladu pomocí "Konzoly". "Konzola" obsahuje standardní rozbory a grafy a umožňuje vedoucímu výroby provádět vlastní analýzy.
Podle konfigurace mohou být některé kroky konfiguračně vypnuty.